




The traditional production process for nickel-based alloys is: nickel raw material → nickel alloy ingot casting (smelting) → secondary refining → processing → finished product → downstream application, as shown in Figure 9:
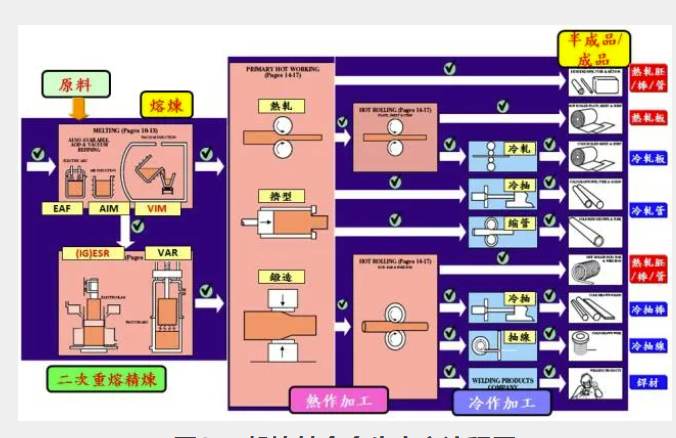
Figure 9: Flowchart of general nickel-based alloy production
Other special technologies, such as directional solidification, single-crystal casting, and powder metallurgy, have been developed to meet specific needs in aerospace applications. This article provides a brief introduction to key technologies in the traditional production of nickel-based alloys, such as smelting, hot working, and heat treatment.
The composition of nickel-based alloys is mainly Ni-Cr-Fe, with other elements added such as Cu, Si, Mn, Al, Ti, Nb, W, and C. The influence of these elements on superalloy materials can generally be understood from literature. However, to restructure or add new alloy components and understand their interactions in the microstructure, material property simulation software has recently been developed. This software can perform thermodynamic and kinetic calculations of alloy systems, assisting in providing cost-effective directions and improving the efficiency of alloy design. The realization of alloy design must be accomplished through smelting technology. Nickel-based alloy smelting is mainly divided into two categories: general-grade electric arc furnace (EAF) + electro-alag remelting (EAR) and high-grade vacuum induction melting (VIM) + electro-alag remelting. In order to obtain purer alloy steel during smelting and reduce the content of gas and harmful elements; at the same time, since some alloys contain easily oxidizable elements such as Al and Ti, it is difficult to control them in non-vacuum smelting; and furthermore, in order to obtain better thermoplasticity, nickel-based alloys are usually produced by vacuum induction furnace smelting, or even by vacuum induction melting combined with vacuum arc remelting furnace or electro-alag remelting. VIM (Figure 10):
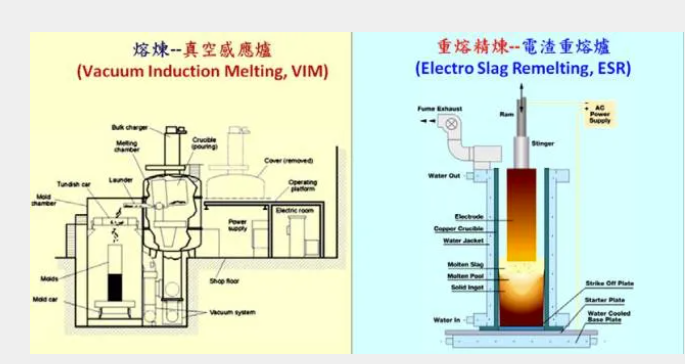
Figure 10 Schematic diagram of vacuum induction melting and electroslag remelting refining equipment
The main purpose is to accurately target 7-12 alloy components, remove impurity elements and harmful gases, and then maintain a dense structure without surface defects using ingot solidification control technology. Because alloy melting is carried out in a vacuum environment, the formation of non-metallic oxide inclusions can be limited. High vapor pressure is used to remove unwanted trace elements and dissolved gases, such as oxygen, hydrogen, and nitrogen, to obtain a precise and uniform alloy composition. The ingots melted by VIM can be used as electrodes for ESR (Electroslag Refining) for refining. The purpose of the ESR (Figure 10) process is to obtain purer, lower-impurity ingots, i.e., removing coarse inclusions using slag/refining control technology, and then using ingot solidification control technology to achieve the goals of pure composition, dense structure, and uniform microstructure. Vacuum induction furnace melting is typically used to ensure composition and control gas and impurity content, and parts are manufactured using vacuum remelting-precision casting technology. For superalloy parts, the choice of melting method affects impurity zones (i.e., abnormal segregation of composition). Generally, impurity and defects (such as porosity) are related to alloy composition and casting technology.
Nickel-based alloys are often processed using forging and rolling. For alloys with poor thermoplasticity, extrusion followed by rolling or direct extrusion with a soft steel (or stainless steel) cladding is sometimes used. The purpose of deformation is generally to break up the casting structure and optimize the microstructure. The high deformation resistance and unstable hot ductility of nickel-based alloys at high temperatures increase the difficulty of nickel-based alloy processing. Generally, nickel-based alloys have high strength and are difficult to work with, both cold and hot. For example, C-276 has a high-temperature deformation resistance approximately 2.4 times that of stainless steel; and the high hardening rate of cold working allows its strength to be up to twice that of stainless steel. During hot working, in addition to considering high-temperature deformation resistance, it is also necessary to consider the different deformation resistances (or areas where inclusions appear) at different temperatures. Impurity zones can damage the high-temperature mechanical properties of the alloy.
Leave Your Message
Post time: Feb-05-2026